
Engineered Materials Group
Engineered Polymer Systems (EPS) Division
Article Series: Properties & Performance
Understanding Technical Data Sheets for PTFE Seal Materials
Part 1
Part 1 In the Series:
Properties & Performance | Understanding Technical Data Sheets for PTFE Seal Materials
Parker Engineered Polymer Systems (EPS) Division has a legacy of over 65 years in the design and manufacture of engineered elastomeric, polymeric, and plastic seals and sealing systems for dynamic applications.
If you are new to the industry, or just need a refresher, you can learn about the Basics of PTFE as a Sealing Material and The Art & Science of PTFE Fillers/Filled Materials by watching the on-demand replays of our webinars on the topics.
In one of our recent Tech Talk sessions, presented by PTFE (polytetrafluoroethylene) sealing expert and material scientist Aydin Aykanat, Ph.D., we presented the numerical classification of our wide ranging PTFE material portfolio and discussed how the physical property information contained in a typical Material Data Sheet correlates to understanding PTFE seal behavior in application. Dr. Aykanat also provided information on the ASTM test methods used to measure the properties as well as insight on how each property correlates to sealing performance expectations.
Bronze-filled PTFE is one of the most common PTFE compounds and for the purposes of Dr. Aykanat’s Tech Talk session, he reviews Parker 0401 PTFE material, a 40% bronze-filled compound, as a representative PTFE material to review information found in Parker’s Material Data Sheets for PTFE sealing materials.
PTFE Material Data Sheet (Example)
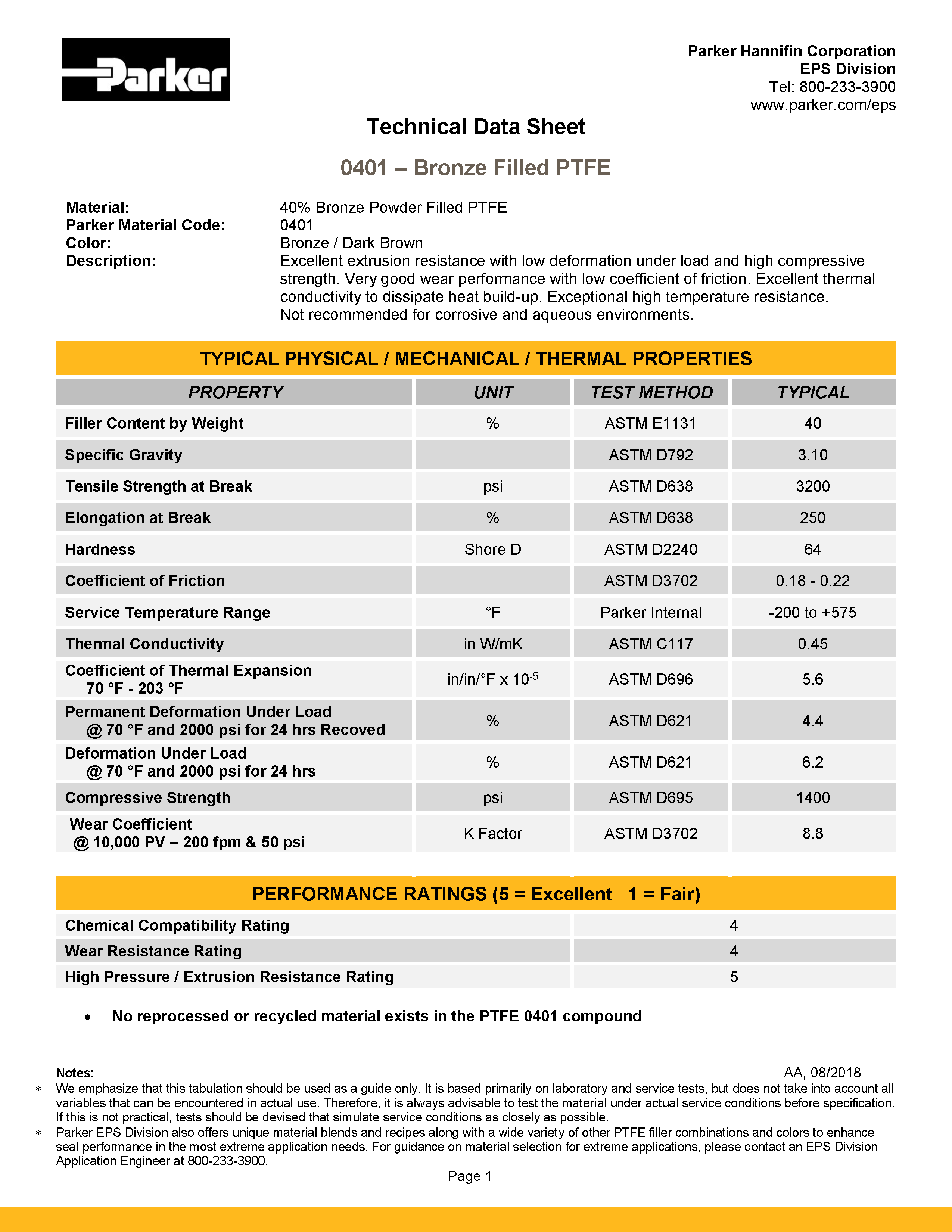
Understanding the Connection Between Physical Properties, Test Methods, and Correlation to Selection for Application Suitability
Manufacturers of engineered seals perform physical property testing of sealing materials in accordance with uniform test protocols that meet ASTM test methods. While not every physical property measured has a direct correlation to performance, uniform testing provides baseline, lab-generated typical physical property data for seal design engineers. From the data, engineers are able to make informed comparisons when considering possible PTFE formulations for the material suitability phase of seal design. Data contained in material data sheets or in materials tables found in catalogs are never intended to be used as a specification limits. Rather, the data serves as criteria useful for making comparisons of materials, one against another.*
*Data values are derived from lab testing based on specified ASTM protocols. Therefore, testing does not take into account temperature, pressure, media, speed, mating hardware, and other variables that can be encountered in actual use. It is Parker’s policy to always advise customers to test the material under actual service conditions before specifying. If this is not practical, tests should be devised that simulate service conditions as closely as possible
Specific Gravity
Specific gravity is a measure of the density of a substance relative to the density of a standard (for this case, water) and is useful for identification purposes. PTFE is the heaviest among all the polymeric materials because of its fluorine structures. Different types of filler can be placed into PTFE. Some fillers can reduce the material’s specific gravity, while some maintain the same level. Since metals are also heavy, they increase the specific gravity.
Tensile Strength
Tensile strength refers to stress and strain behavior. PTFE is different than all other thermoplastics and thermosets. PTFE is inert—nothing in nature reacts with it. When compounding for epoxies or other polymeric materials, soft fillers like glass fibers for thermoplastics, are surface modified for compatibility with the polymeric matrix they are going in. Because PTFE doesn't have any reaction with any other material, PTFE becomes a filler no matter what you put into it. There is no chemical bond between the filler and the PTFE.
Virgin PTFE typically has around 4,500 to 5,500 pounds per square in (psi) tensile strength. Since there is no bonding between the fillers and PTFE and the strength only comes from the polymeric material, any filler inserted will result in a drop in the tensile strength. Similarly, the elongation of virgin PTFE will drop from approximately 450 to 500 percent down to 250 percent. The more filler you insert, the lower this percentage drops. A good performing compound, highly filled, should still have at least 1,500 psi tensile strength and around 80 to 100 percent elongation.
When mechanically testing tensile elongation, we follow the ASTM D638 test method. For PTFE, we use mini dog bone samples and a pull-rate of two inches per minute. We position those in an Instron machine and then pull them. When a break occurs, the machine stops and measures the tensile strength elongation.
In addition to those properties, we keep stress and strain curves and also measure tensile (elastic) modulus, yield point where the material starts yielding from the plastic to elastic region, and toughness in the area under the curve. In addition to those standard ASTM test methods, we also test tensile elongation on the final parts, using ring pull and other tests, depending on the customer specifications.
Durometer (Hardness)
To test hardness, we follow the standard ASTM D2240 for Shore D, using a very sharp pin to penetrate the PTFE compound. Virgin PTFE’s hardness is typically around 55 to 56 Shore D. The highest hardness material among all the PTFE compounds (highly filled metals) is around 67 to 68.
Hardness is normally calculated as soon as there is a spike in the scale. Equilibrium is measured after approximately 10 to 15 seconds at which time the hardness drops between a range of five to seven Shore D. So, if the hardness was at 64, after ten seconds it might drop to 59 or 58.
Temperature Range
Service temperature range is very subjective. There is no specific test to determine the real service temperature range for any type of polymer or plastic because, for each application, the conditions are different. For most applications, pressure, heat, speed and potentially chemicals are involved. In general, PTFE has the widest range of temperature resistance of all the polymeric materials.
Typically, virgin PTFE can be used at plus or minus 500 degrees Fahrenheit. When fillers are added, the virgin PTFE experiences little pressure, nominal speed and either a static environment or low PV (process variable) dynamic environment. The type, amount, shape and size of the filler also play important roles and can stretch the upper temperature range of virgin PTFE to 575 degrees Fahrenheit. The melt temperature of virgin PTFE is around 628 to 630 degrees. Getting too close to that melting point can cause the material to soften and lose many of its mechanical properties. However, even at 575 degrees, virgin PTFE will not only resist the heat, but also function well without losing its performance and properties.
PTFE outperforms all other thermoplastics and polymeric materials at the melting point. When other thermoplastics reach their melt temperature, they immediately turn to liquid and viscosity drops significantly. But PTFE does not melt—it gels, which means it maintains its structural integrity. PTFE has an extremely high melt viscosity. So even at melt (or gel) temperatures, the material doesn't flow.
Why is it important? There are certain applications, especially in dry running or non-lubricated environments, where you might see big spikes in the test environment or in the application. The temperature might go up to 700 degrees. PTFE will still survive at 700 degrees or beyond. While you don’t want to go too high (some degradation properties occur), PTFE can, for a short period of time, maintain some of its mechanical properties.
Article continues in Part 2. Click on the link below for Part 2.
Numerical classification of Parker PTFE material portfolio
- 0100 Series: Virgin PTFE, pigmented PTFE and mineral-filled PTFE
- 0200 Series: Fiberglass-filled formulations with versions that include pigmented, unpigmented, speckled and some mixed formulations with glass and moly (MoS2) compounds
- 0300 Series: Carbon-based compounds. This can be soft carbon, hard carbon or graphite type of material plus mixtures
- 0400 Series: Metal-filled materials which are primarily varying percentages of bronze-filled, but also included stainless steel
- 0600 Series: Nonabrasive and filled with polymeric fillers including aromatic polyesters, PPS (Polyphenylene sulfide), polyimides, and PEEK
- 0700 Series: Advanced formulations utilizing modified PTFE (mPTFE)

Article contributed by Aydin Aykanat, Ph.D., who holds the position of principal research and development engineer at Parker Hannifin, EPS Division.
Questions? Contact Us.
Parker Hannifin Corporation
Engineered Polymer Systems Division
2220 South 3600 West, Salt Lake City, UT 84119 USA
(801) 972-3000

©2021 Parker Hannifin Corporation