
Engineered Materials Group
Engineered Polymer Systems (EPS) Division
Article Series: Properties & Performance
Understanding Technical Data Sheets for PTFE Seal Materials
Part 2
Part 2 In the Series:
Properties & Performance | Understanding Technical Data Sheets for PTFE Seal Materials
Introduction (Reproduced from Part 1):
Parker Engineered Polymer Systems (EPS) Division has a legacy of over 65 years in the design and manufacture of engineered elastomeric, polymeric, and plastic seals and sealing systems for dynamic applications.
If you are new to the industry, or just need a refresher, you can learn about the Basics of PTFE as a Sealing Material and The Art & Science of PTFE Fillers/Filled Materials by watching the on-demand replays of our webinars on the topics.
In one of our recent Tech Talk sessions, presented by PTFE (polytetrafluoroethylene) sealing expert and material scientist Aydin Aykanat, Ph.D., we presented the numerical classification of our wide ranging PTFE material portfolio and discussed how the physical property information contained in a typical Material Data Sheet correlates to understanding PTFE seal behavior in application. Dr. Aykanat also provided information on the ASTM test methods used to measure the properties as well as insight on how each property correlates to sealing performance expectations.
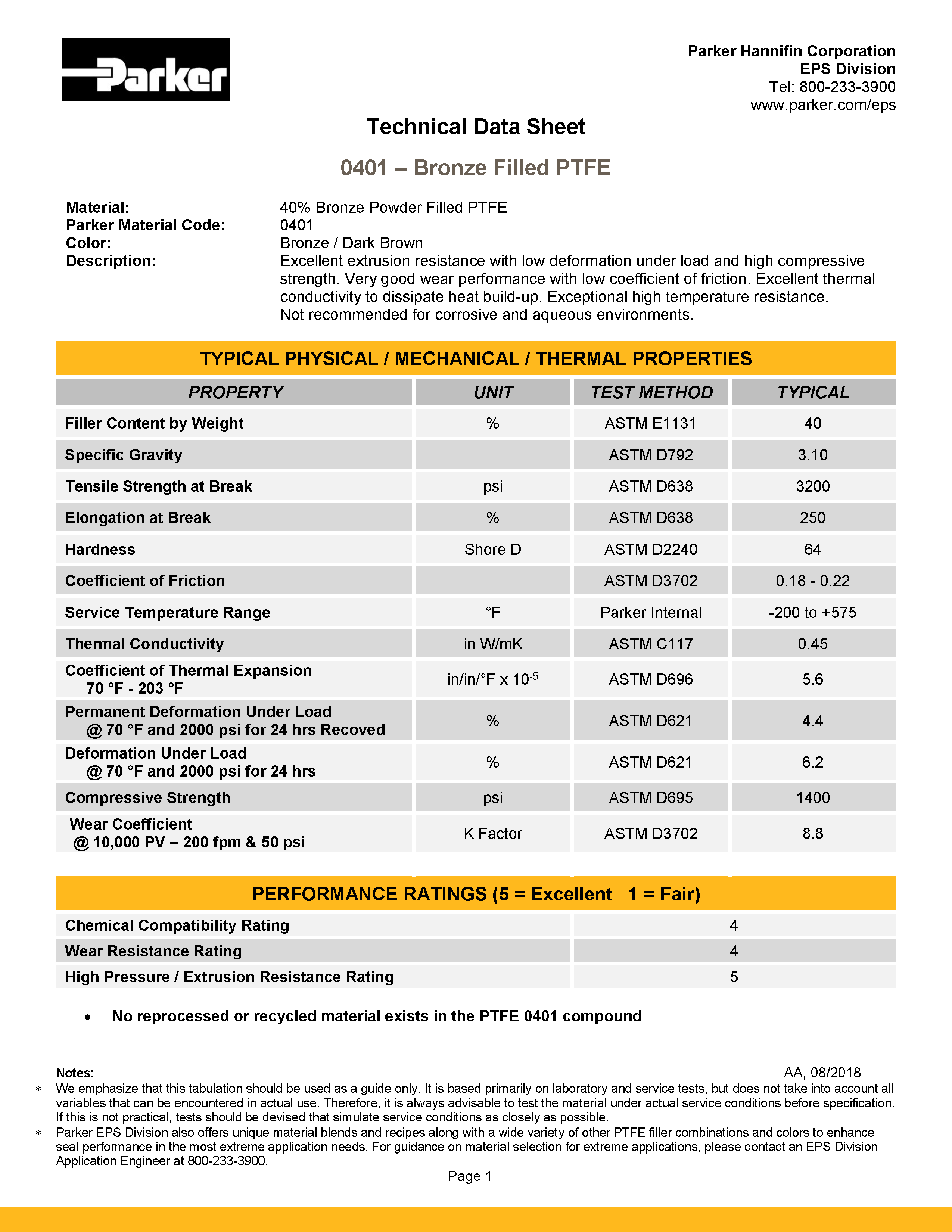
Bronze-filled PTFE is one of the most common PTFE compounds and for the purposes of Dr. Aykanat’s Tech Talk session, he reviews Parker 0401 PTFE material, a 40% bronze-filled compound, as a representative PTFE material to review information found in Parker’s Material Data Sheets for PTFE sealing materials.
Understanding the Connection Between Physical Properties, Test Methods, and Correlation to Selection for Application Suitability
Manufacturers of engineered seals perform physical property testing of sealing materials in accordance with uniform test protocols that meet ASTM test methods. While not every physical property measured has a direct correlation to performance, uniform testing provides baseline, lab-generated typical physical property data for seal design engineers. From the data, engineers are able to make informed comparisons when considering possible PTFE formulations for the material suitability phase of seal design. Data contained in material data sheets or in materials tables found in catalogs are never intended to be used as a specification limits. Rather, the data serves as criteria useful for making comparisons of materials, one against another.*
*Data values are derived from lab testing based on specified ASTM protocols. Therefore, testing does not take into account temperature, pressure, media, speed, mating hardware, and other variables that can be encountered in actual use. It is Parker’s policy to always advise customers to test the material under actual service conditions before specifying. If this is not practical, tests should be devised that simulate service conditions as closely as possible
PTFE Material Data Sheet (Example)
Numerical classification of Parker PTFE material portfolio
- 0100 Series: Virgin PTFE, pigmented PTFE and mineral-filled PTFE
- 0200 Series: Fiberglass-filled formulations with versions that include pigmented, unpigmented, speckled and some mixed formulations with glass and moly (MoS2) compounds
- 0300 Series: Carbon-based compounds. This can be soft carbon, hard carbon or graphite type of material plus mixtures
- 0400 Series: Metal-filled materials which are primarily varying percentages of bronze-filled, but also included stainless steel
- 0600 Series: Nonabrasive and filled with polymeric fillers including aromatic polyesters, PPS (Polyphenylene sulfide), polyimides, and PEEK
- 0700 Series: Advanced formulations utilizing modified PTFE (mPTFE)
Part 2 in the Series:
Thermal Conductivity
PTFE is also non-conductive. It's an insulating material as are some of the PTFE fillers. But for some applications, both thermal and electrical conductivity are very important. Since virgin PTFE is insulating, there could be heat build-up on the seal or part, depending on the application. We recommend dissipating the heat from the contact surface (the bore and shaft) to avoid reducing seal performance. In high temperatures, the mechanical, wear and physical properties are significantly impacted.
A great material for this application is Parker 0401 because it is bronze filled. When metal is used as a filler in PTFE, both the thermal and electrical conductivity increase. Using just 40% bronze over virgin PTFE improves thermal conductivity by 50 percent. Thermal conductivity will help dissipate heat build-up in the environment.
Thermal Expansion
Unlike metals or ceramic, polymeric materials expand with heat. When designing seals, engineers must consider how much the material will expand in the application. Seals are not always isotropic, i.e., the properties differ in radial, longitudinal, or molding directions and can change, depending on the material type. The direction is important to consider when determining the thermal expansion coefficient. At Parker, we test in at least two directions—molding (depending on the direction of molding), longitudinal and/or transfer stretch. In addition to the standard ASTM D696 test method, we also test the seals according to customer specifications. Additionally, we test thermal expansion using temperature ranges (e.g., room temperature to 250 degrees Fahrenheit) because thermal expansion is not linear and, therefore, may be specified at different ranges for different applications and compounds.
While PTFE has the best chemical resistance, temperature range and the lowest coefficient of friction among all the polymeric materials, a drawback is its deformation under load. When force or pressure is applied, PTFE will flow or creep—essentially deforming under load—which is why virgin PTFE is not considered a good material for use in high pressure and high velocity applications.
To improve the PTFE deformation under load properties, we use different types of fillers including fibers, metal particles, silica and moly (MoS2). We conduct two tests in which we examine the amount of deformation over a 24-hour period—measured in change percentage. When the load is released and a certain amount of time has passed, the material relaxes, and another measurement is taken.
Compressive Strength
Compressive strength is related with deformation under load. Unlike tensile strength or tensile strain, compressive strength reflects compressive loads—how much actual load is required to deform or break the material. Because PTFE is not brittle, this test is more commonly used with amorphous or brittle polymeric materials.
Wear Coefficient
Wear coefficient is more like an application or tribological property. We test materials for wear performance and coefficient of friction using a Lewis LRI tribometer machine, where we can test any type of material, including PTFE, rubber and urethanes, and any other engineered polymers or high performing plastic material like PEEK, polyimide or Torlon®. We use a standard ASTM D3702 test method under dry running conditions with no lubrication. Using a specific test specimen size and shape, the material is run against a type of steel with certain surface roughness. Pressure is then applied to the test specimen, rotating it against a countersurface at a designated speed.
The test duration typically lasts one week but can be stopped after three or four days if the material comes to equilibrium. At test conclusion, we plot wear, coefficient of friction and running temperature versus time. The wear rate is determined based on the change in the thickness of the lip.
Similarly, the machine also measures the coefficient of friction but is dependent on the test condition. As a result, the coefficient of friction obtained from ASTM D3702 is not going to be the same as the static, standard coefficient of friction that we use the Instron, the standard testing, to measure.
Testing Beyond the Standard Tests Found on a Material Data Sheet
Tribological Testing
The Lewis tribometer, on the other hand, is used more for application testing. It is a great tool for comparing wear performance of different compounds in different conditions including variable speed and pressure, high PV values, aggressive environments and other customized conditions. We follow the standard ASTM D2702 procedure with all factors like specimen size, pull rate, weight on the specimen, etc. predetermined.
Along with the PTFE compounds, we test all other engineered polymers, rubbers and urethanes using this tool. This allows us to compare different compounds’ work performance under different conditions.
To learn more about Parker EPS Division and our engineered materials and products, please visit our website at www.parker.com/eps.
Related Content
Visit our page on PTFE Sealing Material Technology for additional PTFE-related on-demand webinar replays including the Tech Talk video replay with Dr. Aykanat.

Article contributed by Aydin Aykanat, Ph.D., who holds the position of principal research and development engineer at Parker Hannifin, EPS Division.
Questions? Contact Us.
Parker Hannifin Corporation
Engineered Polymer Systems Division
2220 South 3600 West, Salt Lake City, UT 84119 USA
(801) 972-3000

©2021 Parker Hannifin Corporation